
RESUMO
As crescentes exigências por melhores condições no ambiente de trabalho e pelos cuidados com o meio ambiente são fatores determinantes que justificam o desenvolvimento deste trabalho, que aborda a implantação de um sistema de filtragem dos poluentes emitidos e de limpeza automática da cabine de pintura eletrostática epóxi.
Com a instalação de um sistema de exaustão com limpeza automática dos filtros tipo Pulse-Jet, evitou-se a necessidade de paradas para a limpeza do interior da cabine de pintura.
A metodologia adotada baseia-se em um estudo experimental, contendo cálculos de vazão e de volume da cabine.
Os resultados demonstram uma redução de 70% nos tempos de manutenção e limpeza diária da cabine, bem como uma redução de 99% nos poluentes emitidos para a atmosfera.
Portanto, o sistema prova ser eficiente na filtragem dos poluentes, assim como na redução dos tempos de limpeza, no aumento da confiabilidade do equipamento e na melhoria das condições de trabalho do pintor.
Palavras-chave: Filtros Pulse-Jet. Pintura eletrostática. Cabine de pintura.
INTRODUÇÃO
As indústrias buscam atender à demanda de mercado com qualidade nos serviços e produtos, bem como aumentar a produtividade e, consequentemente, baixar os custos. Porém, na atualidade, está ocorrendo uma mudança de comportamento das empresas, demonstrando uma visão mais abrangente, passando a ter consciência da preservação do meio ambiente e do bem-estar das pessoas no local de trabalho.
Segundo Brunetti (2008), a solução de muitos problemas por meio de análise é, em geral, difícil e trabalhosa, sendo adequada ao grande número de variáveis.
Foi o que ocorreu com a Wetafilter Filtros Industriais Ltda., localizada em Guarulhos/SP, que atua na fabricação de filtros. Na empresa, existe uma cabine de pintura onde são realizadas as pinturas das tampas dos elementos filtrantes, sendo esta cabine bastante antiga e sem nenhum sistema de exaustão, o que acaba gerando grande quantidade de resíduos de tinta em seu interior e, em alguns momentos, uma intensa névoa de tinta por todo o pavilhão onde está instalada.
O pavilhão foi projetado com entradas e saídas para que ocorra a ventilação natural e a retirada do ar, mas esse sistema demonstrou-se ineficiente, o que acaba gerando desconforto para o pintor e para os demais colaboradores que ali estão.
O termo ventilação significa “deslocar o ar”, ou seja, fornecer ar para um ambiente, ocasionando a renovação do local. Esse deslocamento de ar pode ser natural ou mecânico. A ventilação industrial é a operação executada para controlar a temperatura, a distribuição do ar, a umidade e eliminar agentes poluidores do ambiente, como gases, vapores, fumos, névoas, poeiras, microrganismos e odores, conhecidos como contaminantes ou poluentes (MACINTYRE, 1990).
Segundo Costa (2005), atribui-se o nome de ventilação ao processo de renovação do ar de um ambiente, que tem como objetivo fundamental controlar o deslocamento e a pureza do ar desse ambiente fechado, mantendo suas condições dentro de certos limites.
Na fábrica estudada, observou-se um sistema de ventilação natural; porém, o mesmo não atende às necessidades da cabine de pintura, para a qual se faz necessário um sistema de exaustão com filtros. Nas indústrias, de modo geral, são encontrados diversos tipos de cabines de pintura e, em alguns casos, cabines bastante antigas, como é o caso do estudo em questão.
Devido ao fato de ser um projeto muito antigo, não foi contemplado, durante sua construção, um sistema de exaustão, o qual poderia reduzir a emissão de poluentes para a atmosfera, proporcionar maior segurança ao pintor, além de reduzir e evitar longas paradas para a realização da limpeza.
Cabines de pintura a pó são equipamentos que operam com tinta à base de epóxi, destinada ao revestimento de metais ferrosos e não ferrosos, tais como aço carbono, aço zincado, alumínio, magnésio e outros metais, com diferentes áreas e espessuras que podem ser aplicadas em uma única operação. Cada pintor pode pintar de 30 a 40 m² por hora, com espessura da camada de aproximadamente 60 µm.
A pintura epóxi consiste na utilização de um pó. Quando uma peça é pintada com esse material, ele recebe uma carga elétrica oposta à da peça, fazendo com que o pó se fixe em sua superfície. Esse processo gera uma grande quantidade de contaminantes no ambiente da cabine, sendo necessário um sistema que retire esse ar contaminado e o filtre, devolvendo-o à atmosfera sem poluentes, garantindo um ambiente seguro para o pintor.
O problema desse sistema, quando não possui autolimpeza, está na interrupção do processo para manutenção, o que gera perda de tempo e compromete as metas diárias de produção de tampas pintadas, além de contaminar o ambiente durante a retirada e o descarte do material, por não haver filtração adequada.
Após a realização de pesquisas, foi possível identificar que o mercado oferece opções para mitigar tais efeitos negativos. É possível realizar a filtragem da névoa gerada pela pintura com filtro cartucho, cortina de água, filtro de bolsa, entre outros. Para este projeto, optou-se pela utilização de filtros tipo Pulse-Jet, conseguindo eliminar a emissão de poluentes a níveis satisfatórios, com menor custo.
Os elementos filtrantes tipo Pulse-Jet são construídos com sistema de limpeza automática, utilizando moderna tecnologia de controle e supervisão de equipamentos. Seu funcionamento ocorre da seguinte forma: o ar com material empoeirado entra pela caixa inferior, onde sofre uma queda brusca de velocidade, provocando, dessa maneira, a separação das partículas de maior tamanho das menores, as quais são carregadas pelo fluxo de ar para o sistema de exaustão, sendo depositadas na superfície externa do meio filtrante. O ar filtrado continua subindo, passa pelo plenum e deixa o coletor (WETAFILTER, 2015).
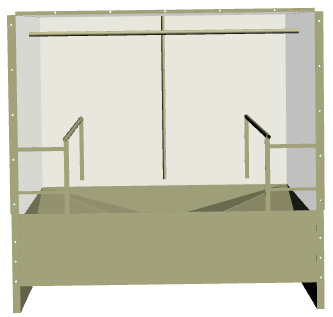
A retirada do material pode ser feita diretamente em reservatório inferior ou por meio de rosca e válvula, de acordo com o tamanho do equipamento. A cabine de pintura deste trabalho opera 8 horas diárias durante a semana. A Figura 1, a seguir, mostra a cabine.
Figura 1–cabine de pintura
Para a cabine de pintura o exaustor é o equipamento ideal para eliminar partículas tóxicas derivadas do manuseio e da utilização de tintas. Com a instalação do exaustor para cabine de pintura, os profissionais que trabalham com pintura podem realizar as atividades com mais qualidade na execução, preservando a saúde, atendendo a legislação e normas regulamentadoras, o ambiente se torna mais limpo, consequentemente aumentando a qualidade de pintura.
Os sistemas de exaustão para cabine de pintura são equipamentos indispensáveis, uma vez que a pintura não pode ser aplicada perto de locais que possibilitem a geração de falhas ou de bolhas na pintura, ao mesmo tempo em que devem impedir que o ar acumula-se com gases tóxicos, que prejudicam a saúde do profissional que estiver trabalhando.
Em sua instalação, os sistemas de exaustão para cabine de pintura, tanto podem ser usado no telhado ou na própria cabine, dependendo do formato e do tamanho do local de sua utilização.
- OBJETIVOS
Este trabalho tem como objetivo um plano de ação que promova, por meio da instalação de equipamentos na cabine de pintura eletrostática epóxi da empresa Wetafilter Filtros Industriais Ltda, a redução da emissão de poluentes atmosféricos na fábrica. Consequentemente, eliminar os tempos de parada para manutenção e limpeza da cabine e a melhor as condições de trabalho para funcionários.
- METODOLOGIA
Para realizar a implantação proposta neste projeto será utilizada a ventilação localizada exaustora, normalmente utilizada quando existe uma fonte de calor ou poluente no local com a necessidade de retirado do ar deste ambiente. As principais aplicações são em cozinhas industriais, fumaças, gases, cabines de pintura, dentre outros.
A ventilação local exaustora tem a função de remover os contaminantes diretamente na fonte geradora, evitando que se espalhe no ar. Para Nogueira (1999), esse tipo de ventilação se mostra bastante eficiente, porém nem sempre é possível de ser aplicado devido ao número de fontes contaminantes, a distância da fonte geradora ou a particularidades dos processos.
Foram instalados dois elementos filtrantes, para redução significativa na emissão de névoa de tinta na atmosfera, ou melhor, no interior da fábrica.
Esses elementos filtrantes tem elevado índice de recuperação de pó capturam partículas com eficiência de 99,995%, com baixa perda de carga. Os elementos filtrantes para pintura a pó eletrostática são elaborados com poliéster aluminado, possuindo as propriedades ideais tanto para reterem partículas equivalentes baixas e alta temperatura. Isso sem mencionar que além de exibirem uma notável durabilidade, os mesmos podem ser reutilizados. Construídos com meio filtrante de alta resistência, dispensando o uso de tela de proteção externa, antiestético e repelente à água.
Os elementos filtrantes foram instalados dentro da cabine de pintura na parte superior. A Cabine de Pintura eletrostática epóxi terá sistema de filtragem por filtros de celulose e exaustor de alta vazão, filtros que permitem a limpeza por um sistema de contra fluxo de ar, liberado por meio de válvula solenoide, acionada por um relé temporizador. O exaustor foi instalado na parte superior central da cabine de pintura tendo interligação com os dois filtros de modo que teremos um único exaustor para o sistema.
Após instalação dos itens mencionados, o relé é ligado na chave contatora do exaustor, o relé controla a solenoide enviando o sinal para abrir a válvula e limpar os filtros, Esquema 1.
Esquema 1, esquema elétrico do acionamento de limpeza
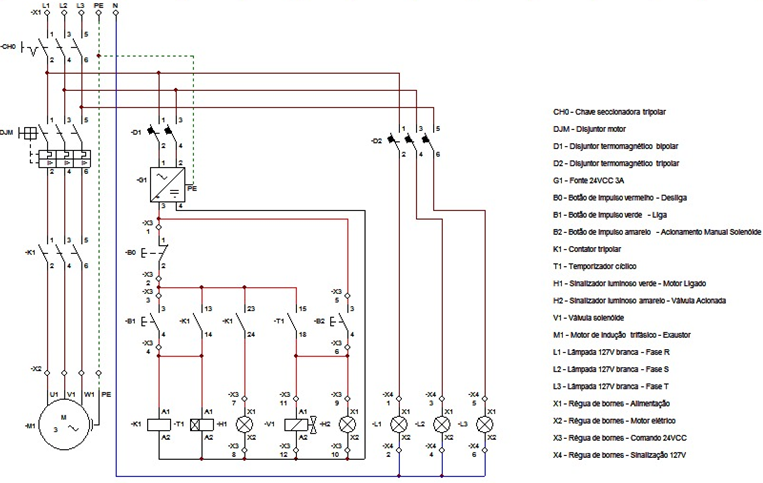
O mecanismo do relé temporizador realiza a comutação de um relé eletromecânico, podendo esse processo ser executado por um sistema eletromecânico, por eletrônica convencional ou por um sistema microprocessado.
Para obter o dimensionamento de um sistema de ventilação e exaustão, há necessidade de conhecimentos teóricos e práticos, que visam melhores condições de avaliação e de projeto, garantindo a realização eficiente do sistema (MESQUITA; GUIMARÃES; NEFUSSI, 1977).
Foram realizados cálculos de volume de acordo com as dimensões da cabine em metros, conforme pode ser observado na Figura 2.
O cálculo da vazão necessária para um determinado ambiente, bem como a definição de quais e quantos exaustores devem ser instalados, é feito da seguinte forma: calcula-se o volume do ambiente e multiplica-se esse valor pela quantidade de trocas de ar necessárias. Para cabine de pintura, o número de trocas adotado é de 50 m³/h. Em seguida, divide-se o valor encontrado pela vazão do exaustor selecionado.
Para determinar o tamanho do exaustor, deve-se analisar o volume de ar a ser exaurido e o formato do ambiente.
Figura 2 – Dimensional da cabine de pintura
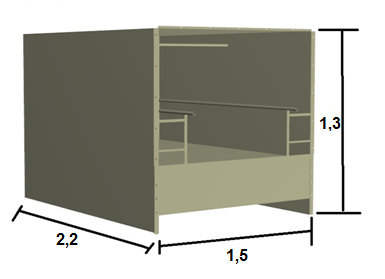
A partir das dimensões, calcula-se o volume de ar contido em um ambiente ou tubulação. Assim, tem-se:
Volume = 1,5 × 2,2 × 1,3 = 4,29 m³
Com o volume de 4,29 m³ e considerando o número de trocas de ar para cabine de pintura de 50 trocas por hora, calcula-se a taxa de renovação de ar do ambiente:
T = 4,29 m³ × 50 = 214,5 m³/h
O exaustor dimensionado e instalado possui capacidade de 4.800 m³/h. Com base nos dados da taxa de renovação do ar, realiza-se o cálculo da vazão necessária:
VN = 4.800 m³/h ÷ 214,5 m³/h = 22,37
Portanto, o sistema apresenta capacidade superior à necessária para a renovação do ar da cabine.
Para a realização das modificações na cabine de pintura eletrostática epóxi, realizou-se o levantamento de materiais e custos necessários para a execução do projeto, conforme apresentado na Tabela 1.
| Material | Quantidade | Preço Unitário | Preço Total |
|---|---|---|---|
| Ventilador axial | 1 | R$ 3.100,00 | R$ 3.100,00 |
| Válvula solenoide | 2 | R$ 400,00 | R$ 800,00 |
| Relé temporizador | 2 | R$ 85,00 | R$ 170,00 |
| Tubo 4″ | 2 | R$ 55,00 | R$ 110,00 |
| Tubo 1″ | 2 | R$ 25,00 | R$ 50,00 |
| Filtros cartucho | 2 | R$ 330,00 | R$ 660,00 |
| Painel elétrico | 1 | R$ 1.350,00 | R$ 1.350,00 |
| Função | Quantidade | H/H | Tempo Total |
|---|---|---|---|
| Eletricista | 1 | 28 | 8 |
| Mecânico | 2 | 28 | 36 |
Custo Total de Instalação
R$ 7.472,00
Realizaram-se os estudos de custo de produção do equipamento que esta em funcionamento no atual momento:
– Preço por peça pintada: R$ 0,21;
– Quantidade de peças pintadas por hora: 180 peças;
– Preço da cabine parada por hora: R$ 37,80;
– Funcionário para manutenção de 1hora: R$8,00;
A produção necessita parar a produção 1 hora por dia para limpeza
– Preço da cabine parada por mês (24 dias no mês): R$ 1099,20
– Preço da cabine parada no ano: R$ 13.190,00
Com um investimento de R$ 7472,00 no projeto a economia no primeiro ano seria de R$ 5718,00. Eliminando parada do funcionário para realizar a manutenção necessária diária e o equipamento.
Todas as atividades do trabalho consideram prioritariamente: segurança, meio ambiente e qualidade do produto, a partir das melhores condições da cabine de pintura.
- RESULTADOS
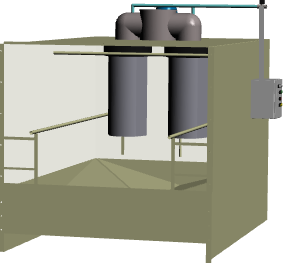
Com a instalação dos filtros e exaustor tivemos uma redução significativa na emissão de nevoa de tinta na atmosfera, ou melhor, no interior da fábrica, outro ponto significativo são as melhores condições de trabalho do pintor, sem deixar de levar em consideração o aumento na disponibilidade da cabine, pois com a instalação do sistema de filtros e exaustor, será eliminada a limpeza diária no interior da cabine para retirar a crosta de tinta acumulada. O processo é eficiente e não necessita de manutenção constante ou intervenção de um operador para garantir o funcionamento do sistema, conforme Figura 3.
Figura 3 – Cabine com instalação do sistema
A programação dos relés deve ser realizada conforme a necessidade da retrolimpeza. Com base em pesquisas de campo e no desenvolvimento deste trabalho, pode-se garantir uma melhoria de 99% no processo em relação ao sistema atual, conforme apresentado no Quadro 1.
Quadro 1 – comparativo antes e depois dos Filtros Pulse-Jet
| Comparativo antes e depois da instalação dos filtros | |
| Limpeza da cabine sem os filtros | Limpeza da cabine com os filtros |
| 1 vez ao dia com parada de 1 hora | 4 vezes por sem parada de maquina |
| 7 horas de disponibilidade | 8 horas de disponibilidade |
| Com emissão de poluentes | Sem emissão de poluentes |
CONSIDERAÇÕES FINAIS
No presente trabalho, foi elaborado um plano de melhoria na cabine de pintura eletrostática epóxi da empresa Wetafilter Filtros Industriais Ltda., com o objetivo de aprimorar as condições de trabalho, evitar manutenções diárias e reduzir as paradas do equipamento, por meio da implementação de um sistema de autolimpeza dos filtros instalados.
Os estudos foram realizados com base em cálculos teóricos. Após a instalação do sistema, será realizado o monitoramento e o acompanhamento do sistema implementado, a fim de comparar os valores obtidos com os valores calculados, possibilitando a realização de eventuais ajustes.
REFERÊNCIAS
BRUNETTI, Franco. Mecânica dos Fluidos. 2. ed. São Paulo: Pearson Prentice Hall, 2008.
CLEZAR, C. A.; NOGUEIRA, A. C. R. Ventilação industrial. Florianópolis: Editora UFSC, 1999.
COSTA, E. C. Ventilação. São Paulo: Edgard Blücher, 2005.
MACINTYRE, Archibald Joseph. Ventilação industrial e controle da poluição. 2. ed. Rio de Janeiro: LTC – Livros Técnicos e Científicos Editora S.A., 1990.
MESQUITA, A. L. S.; GUIMARÃES, F. A.; NEFUSSI, N. Engenharia de ventilação industrial. São Paulo: Edgard Blücher, 1977.
WETAFILTER. Catálogo de filtros cartucho para despoeiramento. Guarulhos, 2019.